1396
摘要: 为了研究微孔发泡在大型塑件中的应用问题,以汽车仪表板骨架塑件为例,利用Moldflow 软件模拟分析微孔发泡注塑和传统注塑成型。结果表明,微孔发泡注射成型在注塑时间、注塑压力、体积收缩和翘曲变形等方面均好于传统注塑成型。通过对塑件泡孔形貌、密度、孔隙率、力学强度、表面粗糙度等性能的检测,研究微孔发泡实际应用问题。检测结果表明,微孔发泡能够有效实现产品减重,且产品力学性能优于传统注塑,但表面粗糙度较传统注塑差,汽车外观零件如采用微孔发泡成型须经过表面处理来改善表面缺陷。
与传统注塑塑件相比,微孔发泡塑件具有成型压力小、密度小、隔音隔热效果佳等优点,被广泛应用于新能源汽车、航空航天、医疗设备等领域[1–3]。统计显示,当现代汽车总质量每降低10%,燃油率提高约7%;车重每减少100 kg,百公里油耗可降低约0.5 L[4]。目前,随着社会的发展和环保节能的需要,汽车的轻量化已经成为时代潮流。随着汽车行业的快速发展,汽车零部件的产品日新月异,为了发展汽车轻量化,目前可符合轻量化的绿色射出成型工艺有薄壳射出成型[5]、碳纤维射出成型[6]、气体(液体)辅助射出成型[7]、超临界微细发泡成型[8]。其中超临界微细发泡的优点有:(1)节省制造成本,减重超过10%;与传统注塑相比料温和模温均可降低,从而减少成型周期20%;另外较少射出量和采用低黏度熔融塑料,可以选择小吨位注塑机,这样发挥小机型可以制造大产品的工艺。(2)有利于改善塑件质量,如改善平整度,减少翘曲、产品尺寸稳定性好、内应力小。(3)微孔发泡塑件设计更有发挥余地,与传统注塑相比无须担心凹痕,可以设计薄壁和厚加强筋[9]。诸多优点导致超临界微细发泡成型在汽车轻量化领域中具有非常重要的应用价值。
微孔发泡在大型塑件上运用较少,为了发挥微孔发泡注射的产业化优势[10–12],笔者以汽车仪表板骨架塑件为例,利用Moldflow 软件模拟分析微孔发泡注塑存在的流动问题并进行工艺调式,通过对塑件泡孔形貌、孔隙度、力学强度、表面粗糙度等性能的检测,研究微孔发泡实际应用问题。
1 塑件结构和技术要求
汽车仪表板骨架塑件的结构如图1 所示,材料为20%玻纤增强聚丙烯,塑件最大尺寸为1 217.00 mm×436.50 mm×323.00 mm,最 大 投影面积为4 541 cm2,体积为2 822 cm3,壁厚为2.5 mm。该塑件尺寸大,壁较薄,属于大型薄壁塑件,塑件在各向异性的作用下体积收缩不均匀,导致产品翘曲变形较难达到技术要求。为了改善塑件翘曲变形又适应汽车轻量化的要求,可采用微孔发泡注塑成型技术。产品一模一腔,采用13 点顺序阀点浇口进浇形式。
塑件要求的各项技术指标如下:
(1)表面无涡流痕、银纹、微泡及开孔,无缩痕、熔接痕、应力痕、冷料斑、飞边、毛刺等缺陷,MT3 精度等级。
(2)相对常规注射,模具锁模力减少10%,注塑压力<50 MPa,成型周期减少15%,模具制品减重10%,改善制品变形>30%,增强产品力学性能15%。
(3)模具各运动部件滑配间隙,生产时动定模各处冷却温差在10℃范围内。
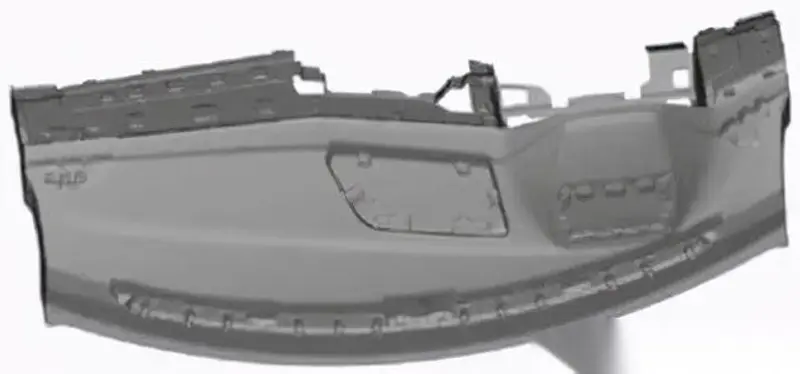
图1 汽车仪表板骨架塑件结构
2 微孔发泡与传统注塑对比分析
利用Moldflow 软件对比分析了微孔发泡与传统注塑的注塑压力、充填时间、体积收缩和翘曲变形,如图2~图5 所示。
从图2 可以看出,微孔发泡产品充填更加均匀,而传统注塑在产品充填末端时充填较为困难,导致注塑时间增加,生产周期延长。

图2 微孔发泡与传统注塑注塑压力对比
图3 微孔发泡与传统注塑充填时间对比
从图3 分析结果看,在传统注塑工艺条件下注射时间为7.86 s,最高注塑压力为22.75 MPa,保压时间为8 s;微发泡工艺条件下注射时间为3.2 s,最高注塑压力为21.55 MPa,且无保压时间。若传统注塑在3.2 s 时间的状态下,注塑压力将会大幅度增加,预计会到50 MPa 左右。这是因为超临界流体加入到熔融塑料中降低了塑料黏度,提高了塑料的流动性,从而改善聚合物的可加工性。另外传统注塑需要采用保压才能确保塑料填满,防止翘曲,而微孔发泡成型由于超临界流体伴随熔融塑料在模具型腔中迅速膨胀,达到了普通注塑保压的效果。
从图4 体积收缩率看,微孔发泡体积收缩均匀,而传统注塑体积收缩不均,若要优化到相对较为均匀的程度则需要较长的保压时间,从而增加生产周期。然而微孔发泡工艺在无需保压过程就能够达到体积收缩均匀的状态,从而节省生产成本、节约时间,提高生产效率。
从图5 体积收缩看,微孔发泡变形较小且更均匀,传统注塑由于体积收缩不均导致产品变形略大。
图4 微孔发泡与传统注塑体积收缩对比
图5 微孔发泡与传统注塑翘曲变形对比
3 产品检测
为了解传统注塑与微孔发泡注射工艺、形貌、性能之间的关系,确保测试结果符合国家标准,针对样品不同区域进行水切割,如图6、图7 所示,基于切割出的标准尺寸样品进行结构表征以及性能测试。
为了清楚地观察塑件泡孔相貌特征,采用扫描电子显微镜(SEM)观察样品5 处断面微观结构,如图8 所示。利用Image-Pro Plus 软件计算SEM 图片中的泡孔尺寸和泡孔密度,结果见表1。从图8和表1 可以看出,泡孔呈无规则多边形,分布不均匀,五处测试区域平均泡孔尺寸在3 μm 左右,泡孔密度平均在1.42×105 个/cm2。泡孔较密集、均匀且无明显的泡孔合并,泡孔直径分布较集中,这说明泡孔结构是较为理想状态。
图8 微孔发泡SEM 图片
表1 泡孔平均尺寸及泡孔密度统计结果
产品的密度和孔隙率是微孔发泡材料的重要物理参数,尤其是在汽车轻量化技术领域。为了准确测量微孔发泡对产品性能的影响,采用ULTRAFOAM1200E 全自动孔隙率测试仪,依据国标GB/T 1033.1–2008 测量传统常规注塑样品密度ρs;依据国标GB/T 6343–2009 测量发泡样品的密度ρf;样品内部孔隙率= (1–ρf/ρs)×100%,减重率= (1–mf/ms)×100%,其中ms,mf 分别代表样品发泡前后的质量。孔隙率及样品减重率统计结果见表2。从表2 可知,五处检测位置常规注塑样品的密度平均值在1.1 g/cm3,微孔发泡塑件密度为0.93 g/cm3,相对常规注塑密度下降了10%,平均孔隙率为15.58%,样品有效减重为15.04%。有效减轻了塑件的质量,这对汽车轻量化非常重要。
表2 孔隙率及样品减重率统计结果
为了比较分析传统常规注塑与微孔发泡注塑对产品力学性能的影响,采用电子万能力学试验机(UTM 2203),依据国标GB/T 1040.2–2006 进行单轴拉伸测试,结果见表3。五处测试区域内微孔注塑样品拉伸强度比常规注塑高25.6%,拉伸弹性模量提升22.5%。
表3 拉伸测试结果对比
图9 为表面粗糙度形成机理及C 处表面粗糙度。微孔发泡注塑表面粗糙度为21.8 μm,而传统注塑时表面粗糙度为8.64 μm。通过对比可以明显看出微孔发泡的表面质量比传统注塑要差。微孔发泡注塑成型一般由四个阶段组成:塑料和超临界流体均相、泡孔形核、泡孔长大和塑料冷却固化。熔融塑料通过浇口进入模具型腔,料峰前沿的空气压力等于大气压力,塑料和超临界流体均相在此碰到迅速的压力降,熔体中的热力学不稳定、模具型腔的阻力等诸多因素影响,料峰处的泡孔开始长大,同时受到剪切流动和喷泉流动行为的影响,泡孔开始长大,这些长大的泡孔随着塑料熔体逐渐向前迁移,迁移的过程中又受到拉伸和拖曳,特别是熔体最外面的一层拉伸和拖曳特别严重,当大于包裹在泡孔外面熔体所承受的力,泡孔破裂逸出,气体释放[13–14]。随着注射压力的推进,后续的熔体就会变成料峰继续向前推进,破裂的泡孔并未形成均匀的表面就被推向模具内壁,模具内壁比较冷,塑料遇冷就冷却凝固,因此从而形成一种带有凹孔和褶皱等形貌杂乱的塑料表面。
图9 表面粗糙度形成机理及C 处表面粗糙度
该例中造成微孔发泡注塑产品的表面粗糙度大、光泽度低,表面质量不高,低于常规注塑,其质量达不到外观件的要求,因此要解决微孔发泡注塑产品表面气泡痕问题的基础是要彻底探明漩涡状流痕、银纹流痕等表面气泡痕缺陷的形成过程,深刻掌握表面气泡痕缺陷的形成机理。截至目前,变模温条件、型腔气体反压等工艺条件下微孔发泡注塑产品的外观质量有所改变,但表面气泡痕的演变规律及如何消除微孔发泡注塑产品表面气泡痕的机理等尚未解决。
根据注塑填充过程中熔体流动行为的分析可以得出微孔发泡注塑产品表面气泡痕形成过程,如图9 所示,从SEM 分析、粗糙度分析来看,常规注塑比微孔发泡注射表面质量要好,因此微孔发泡目前只在汽车内饰件中使用较广,为此,汽车外观零件如采用微孔发泡成型,注塑产品必须经过表面处理,通过打磨、抛光、电镀等工序来改善表面缺陷。
4 结论
(1) Moldflow 分析结果表明,微孔发泡注射成型在注塑时间、注塑压力、翘曲变形等方面均好于普通注塑成型。
(2)检测结果表明,微孔发泡产品的密度、力学性能符合实践要求,但表面粗糙度较普通注塑差,汽车外观零件如采用微孔发泡成型须经过表面处理来改善表面缺陷。
免责声明
本文来源:汽车材料网,版权归原创作者及其公司所有,分享仅用于学习、交流,如有侵权请告知删除。
内容由作者提供,不代表易车立场