1296
(广告赏析)
商用车具有负载大、使用率高、年均行驶里程长的特点,是汽车产业的重要组成部分,对国家汽车经济发展具有举足轻重的作用。作为商用车领域最大、最关键的受力部件,商用车大梁的制造水平影响着商用车的使用寿命、燃油经济性、操控性以及安全性。
传统的纵梁制造模式以冲压为主,面临的突出问题是生产过程中频繁更换模具,导致大量生产时间被浪费,同时也存在柔性化加工能力不足、生产准备周期长、模具投资费用高、纵梁回弹严重等难题。随着市场竞争的加剧以及高强度板材的应用,客户需求逐渐呈现定制化、轻量化以及个性化的特点,因此开发柔性化纵梁制造装备及技术,提高生产线智能化水平,满足在实现大批量自动化生产的同时,又能兼顾小批量多品种的生产模式,在商用车底盘制造领域具有重要的推广意义。
商用车纵梁结构分析
根据商用车载货能力不同,可将其划分为轻型、中型、重型,它们的车架结构特点分别如图1 所示。
轻卡车型纵梁以变截面为主,如图1(a)所示,车架前段下沉可大幅降低整车重心,且驾驶室前悬置支架安装平面将会比直通梁降低10cm 左右,驾驶室离地高度大幅降低。车架纵梁前后幅面高度降低使整个车架更趋近于等强度梁结构,避免车架前后段受力较小的部分不必要的钢材浪费,同时也是轻量化的有效措施。


图2 国内某整车厂轻卡纵梁冲压线
轻卡车型纵梁截面宽度为160 ~220mm,长度为5 ~7m,材料厚度为4 ~6mm。该类纵梁目前主流制造方式仍以冲压为主,如图2 所示,即采用大型压力机,配合落料冲孔模具和压型模具完成纵梁的制造过程。为满足多品种、小批量的市场需求,目前也逐渐通过数控平板冲与等离子切割的方式取代大型压力机落料冲孔,从而缩短纵梁制造周期,降低模具成本。
中卡及重卡车型逐渐采用等截面纵梁的设计思路,如图1(b)、图1(c)所示。纵梁截面宽度为220 ~360mm,长度为5~12m,材料厚度为5~10mm。国内部分整车厂一般采用冲压工艺生产,这种工艺便于组织生产,也在一定程度上降低了冲压设备和模具的投资费用。
但是随着整车轻量化要求的不断提高,纵梁钢板的屈服强度也越来越高,普通压力机吨位已经不能提供足够的冲裁和成形压力,而购置更大吨位的压力机又会带来更高的制造成本。另外,在进行高强度钢板冲压成形过程中,受板料性能的影响,冲压变形区极易产生裂纹,严重影响产品质量。
纵梁柔性化制造系统
本文以国内某商用车整车制造企业纵梁生产线为例,对纵梁柔性化制造系统构成进行论述。目前其商用车底盘纵梁截面形状多以“U”形为主,其最大长度为12000mm、最大宽度为360mm、最大厚度可达12mm、屈服强度为350 ~700MPa。
纵梁柔性化制造工艺过程包含滚压(卷料上料、开卷、校平、切头、滚压成形、在线检测、校正、随动切断)打标识数控冲孔机器人等离子切割校直抛丸大梁折弯运至存放区。为提升自动化水平,各个工序设备通过物流联线系统进行了整合,实现少人化生产的目的。
柔性化滚压成形
生产线第一序采用柔性化滚压式渐进成形,能够有效避免冲压过程中板材产生的回弹和变形开裂问题,同时生产效率高,劳动强度低。柔性化滚压设备可根据纵梁产品参数(如料厚、长度、截面尺寸等)的变化,由电机自动驱动成形轧滚,进行设备相应参数的调整,完全不需要更换轧滚。纵梁新规格产品投产前,不需要另行准备模具,缩短了生产准备周期,简化了产品研发过程。当正常生产参数发生变化时,滚型设备(图3)参数的调整时间低于5 分钟,远低于冲压模具更换的时间。
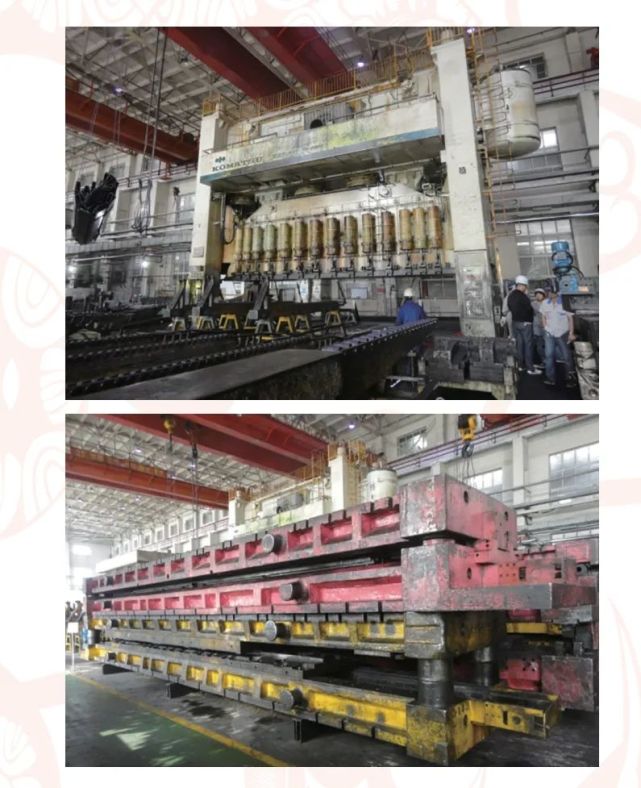
图3 柔性化滚型设备
纵梁三维冲孔
纵梁上孔数一般为200 ~500 个,分布于腹面和翼面。生产线柔性化水平的高低也体现在孔的加工上,为满足纵梁三维柔性化冲孔,选用五主机三面冲(图4)完成孔的冲裁过程。纵梁位于进给传送滚道上时,U 形开口向下。纵梁进给方向为X 轴,X 轴的基准为纵梁翼面前端端面,与X 轴垂直的水平方向为Y 轴,可将梁的翼面取做Y 向基准,垂直于水平面的轴为Z轴,Z 轴基准为梁的上表面,如图5 所示。

图4 三维冲孔设备

图5 纵梁坐标系示意图
冲孔后制件的孔位公差:组孔位置公差为±0.2mm/300mm,孔中心距公差为±0.5mm/12000 mm,孔边距公差为±0.5mm。整个冲孔过程中,数控冲程序自动切换,生产效率较高。
另外一种纵梁孔位三维加工技术是采用数控钻孔设备和专用夹具组成钻孔生产线,各个钻孔设备互不干涉,可以满足同时钻孔的需求。钻孔前,可先将纵梁和内加强板装配为总成件,利用夹具固定后,以纵梁上的孔为引导,配钻内加强板上的孔位,该方法可有效保证纵梁与加强板两个零件孔径和孔位的绝对一致。
机器人三维切割
机器人等离子切割如图6 所示,完成纵梁前后端腹面、翼面及直径大于60mm 的圆孔、异形孔的切割工作。切割过程中,系统发出上料指令自动化传输系统上料送料至梁头切割位置自动压料切割前端外形(翼面、腹面或长圆孔)机器人、压料及接地机构回原位送料至梁尾切割位置自动压料切割后端外形松开、出料下一个循环。

图6 机器人等离子切割
切割面平面度要求不超过1.2mm,割纹深度不超过210μm,切割表面平滑,无切割瘤。切割件尺寸公差为±1mm,翼面长度切割尺寸公差为±2mm。
数控折弯
数控折弯生产线是为中卡、重卡等车型纵梁前宽后窄结构设计制造的专用设备,与采用冲压方式成形相比较,该设备解决了生产所需的柔性化问题,使之仅需要很少的调整,即可达到不同纵梁和内加强板的成形需要,如图7 所示。

图7 数控折弯生产线
该生产线可实现多品种、多角度纵梁及内加强板的柔性化折弯动作,生产过程中不需要更换模具,自适应程度高,生产效率高。成形过程中,变形区域产生的起皱明显优于传统的模具成形,在国内商用车制造领域应用较为广泛。
生产线智能标记及识别系统
为跟踪纵梁在各个工序之间的流动情况,一般采用物料的编码、标识、检测和控制系统,实现对物流信息的自动采集和标识。标识及识别系统由打标机、标识识别装置组成,用于对物料进行打标标识,并在物料流转的过程中,通过识别装置对物料上打印的标识进行识别,与总控软件和各物料管理单元的内存信息进行比对,保证信息传递准确。
本项目纵梁的生产主要由柔性化滚压成形、三维冲孔、机器人三维切割、数控折弯等工序组成,物料管理控制系统利用智能标记机对每件物料从滚压下料开始进行打码标记,打码内容包括二维码和数字码。
当每个工件经过各个工序设备时,由安装在设备上的读码器对工件上的二维码进行识别,并把识别的工件信息反馈到物料控制单元PLC,不仅校验了工件物流,而且还跟踪了工件的加工过程,实现了对工件物流的实时监控和跟踪,若工件在下游装配过程中出现质量问题,可实现对工件加工过程的质量追溯。
生产线物流控制系统
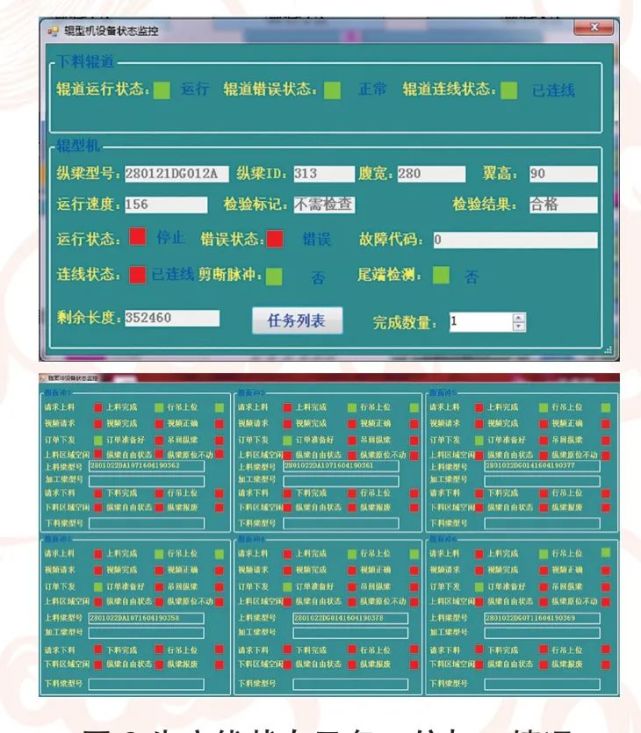
为充分平衡标识、冲孔、切割、折弯各工序设备生产节拍,提高生产线总体加工速度,解决工位忙闲不均的矛盾,配置生产线物流控制系统(图8),该系统根据各生产设备请求的优先级、设备的加工能力、均衡生产等方面对工序级、设备级的作业计划进行调度。这种调度是基于有限能力的调度,并通过考虑生产中的交错、重叠和并行操作来准确计算工序的开工时间、完工时间、准备时间、排队时间以及移动时间,确保在恰当的时间将恰当的物料送到恰当的设备上,实现综合生产率提高50%以上。

图8 生产线状态及各工位加工情况
结束语
商用车纵梁柔性化生产工艺方案具有灵活的市场应变能力,适应多品种产品生产,新产品生产准备周期短,即使纵梁使用高强度钢板也能保证质量稳定,满足轻量化产品需要,数控冲孔精度高,装配质量好,不需要高额的纵梁压力机及模具投资,经济效益良好。中重型卡车纵梁柔性化生产线具有广阔的应用前景,如何科学地分析中重型卡车的纵梁加工工艺,充分考虑不用设计前提下的柔性化生产需要,是目前冲压工艺规划需要不断累积和总结的宝贵经验。
符永杰
高级工程师,主要从事冲压工艺规划工作,主持完成一汽解放滚压车间、一汽解放青岛汽车驾驶室冲压和车架冲压车间(获中国一汽集团科技进步一等奖)、宝鸡吉利冲压车间(获机械工业优秀工程咨询成果一等奖)。
——本文摘自《锻造与冲压》2020年第14期。
(广告赏析)

文章由易车号作者提供
标签:
内容由作者提供,不代表易车立场